耐磨損 抗沖擊,指導用戶選型!
我們提供滿意的售后保障!
- 1
- 1

- 歡迎光臨!

公司:萍鄉金瑞新材料有有限公司
地址:江西省萍鄉市湘東區下埠陶瓷工業園區
聯系人:盧經理
電話:0799-3495302
手機:19907090556
郵箱:1028570031@qq.com

請掃碼加微信,業務、售后無憂?
表面噴丸工藝提高金屬材料的疲乏性能
表面噴丸強化
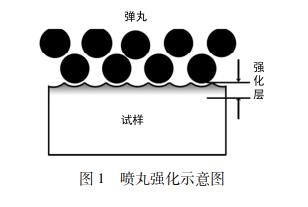
噴丸(氧化鋯陶瓷砂)是指以較高速度的速度噴射彈丸到金屬材料的表面而使其發生塑性變形的一種過程,示意圖如圖1 所示,表面噴丸強化屬于表面改性技術的一種,再細分時,通常將其歸類為表面形變強化。這是一種在金屬表面施加較大的壓應力而發生形變,終達到強化目的的一種方法。一般工藝條件下噴丸后的金屬表面會形成厚度超過0.1 mm 的強化層,又稱塑性變形層.
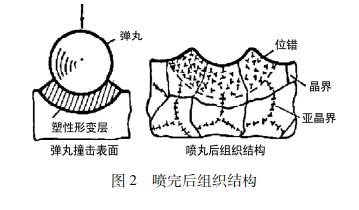
如圖2 所示,噴丸前后,工件在微觀組織上,晶粒細化更加顯著,位錯和晶格畸變的密度也大大增加。在應力分布及狀態上,在金屬表面形成較大的殘余壓應力,正是這種應力分布特點使得材料的疲乏壽命也大幅度提高。在這個過程中發生三種強化即應力強化、組織強化、相變強化,多種強化的疊加是得材料在硬度、強度和疲乏壽命等方面都會有較大程度提高,其中對疲乏壽命影響的是應力強化。
噴丸后的材料表面主要為殘余壓應力,這種應力狀態與外載相互抵消一部分后,減小了應力的幅值,使其可能低于疲乏因此避免了疲乏裂紋的萌生。
Ti60 高溫鈦合金的噴丸強化
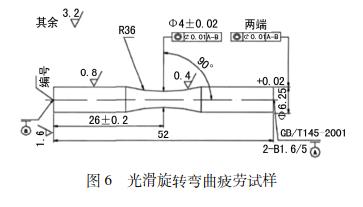
Ti60 是一種我國自行研制的一種耐高溫合金,主要是作為航空發動機中整體葉盤的材料,在其服役過程中容易發生高頻振動,故其在高溫下的高周疲乏壽命是十分重要的研究內容。王欣等研究者就噴丸覆蓋率這一參數與疲乏性能之間的關系進行了探究,旋轉彎曲疲乏試樣的尺寸如圖6 所示,噴丸覆蓋率分別為100%、200%、400% 以及一組不噴丸處理對照組,且記為A、B、C、D 四組,疲乏試驗中應力幅值為430 MPa,溫度為600 ℃ 。
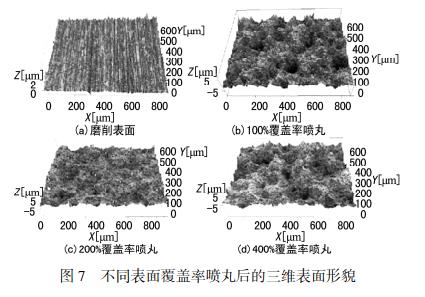
噴丸后表面形貌的三維圖像如圖7 所示,可以看出原始磨削試樣的表面粗糙度低,200% 覆蓋率下粗糙度也較好,但是400% 覆蓋率時,粗糙度反而升高,說明在400%下材料發生了劇烈的塑性變形。
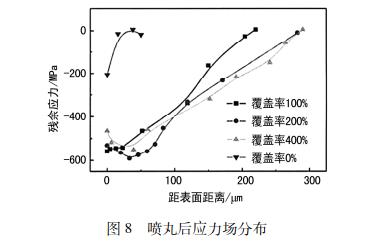
在噴丸前材料的殘余應力在表面處,殘余壓應力達到208 MPa,噴丸后殘余應力分布如圖8 所示,200%覆蓋率下殘余應力,30 μm 處達到-605 MPa,100% 和400% 覆蓋率的殘余應力相差較小,但是殘余應力的分布上,400%下殘余應力的值出現的更深。
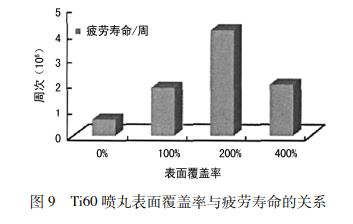
在疲乏實驗中,未噴丸試樣的疲乏壽命約106 周次,如圖9 所示,三種不同覆蓋率的噴丸強化后分別提升了2 倍、4 倍、2.2 倍,其中200%覆蓋率噴丸對試樣抗疲乏性能提升效果顯著。
結語
疲乏斷裂是導致許多承受重復載荷的工件失效的主要形式,給航空航天、船舶航運以及其他工農業生產造成了不可估量的損失。噴丸技術具有一種較為完備的工藝條件,并且已經在一些實驗中證實噴丸可以切實有效提高工件的疲乏壽命,如果進一步降低工藝成本便可很好地推廣到解決疲乏失效的問題中。將原有的工件制造工藝進行改進和完善,附加上噴丸這一表面處理工藝可以在資源高效利用、節能減排等方面做出突出貢獻。
