耐磨損 抗沖擊,指導用戶選型!
我們提供滿意的售后保障!
- 1
- 1

- 歡迎光臨!

公司:萍鄉金瑞新材料有有限公司
地址:江西省萍鄉市湘東區下埠陶瓷工業園區
聯系人:盧經理
電話:0799-3495302
手機:19907090556
郵箱:1028570031@qq.com

請掃碼加微信,業務、售后無憂?
氧化鋯陶瓷砂噴丸強化對TC18鈦合金性能的影響
鈦合金進行陶瓷丸噴丸強化,了解氧化鋯陶瓷砂丸強度對其表面形貌、表面粗糙度、表層殘余壓應力、硬度和疲損性能的影響。結果表明:隨著噴丸強度的提高,合金表面加工痕跡逐漸消失但彈坑變得明顯,表面粗糙度和殘余壓應力均加大;氧化鋯噴丸強化可以提高合金的硬度和彈性模量;隨著噴丸強度的提高,合金疲損壽命先加大后減小,疲損裂紋源先從表面向材料內部轉移,后回到表層;0.2-0.25mm噴丸強度試樣的疲損壽命高。
TC18鈦合金是一種高強高韌準α+β鈦合金,其耐腐蝕性能好、成型能力強、退火狀態下強度高,適用于制備航空主承力結構件,如飛機起落架支柱、扭力臂及支架等零件。疲損是航空鈦合金零件的主要失效形式之一,約占總失效形式的70%,提高材料的抗疲損性能是降低零件失效風險的關鍵。表明,噴丸強化作為工業生產中為常用的表面強化工藝之一,能夠有效提高材料的疲損壽命。何少杰等發現材料表層的殘余應力對零件的疲損壽命具有較大影響,殘余拉應力是導致材料疲損斷裂的重要因素之一。而噴丸強化產生的殘余壓應力能夠壓制裂紋擴展,在一定程度上提高零件的疲損壽命。BANDAR等發現,噴丸強化可以產生表面加工硬化,有效提高材料的表面硬度,加大表面殘余壓應力層的深透,從而改善材料的疲損性能。
噴丸強化工藝通常利用氧化鋯陶瓷砂、玻璃丸、鋼丸等對材料進行強化。其中,陶瓷丸因組織細密、強度高、變形小而廣泛應用于航空航天行業。與玻璃丸相比,陶瓷丸破碎率低,破碎后碎片保持原始形狀,表面光滑,且不會對環境造成任何污染。與鋼丸相比,陶瓷丸具有化學惰性,不易與金屬發生反應,且不易對受噴零件尤其是鈦合金、鋁合金等金屬造成腐蝕和污染。
未噴丸強化試樣表面存在較多磨削加工痕跡,而噴丸強化后試樣表面加工痕跡明顯減少甚至消失;在較低噴丸強度下,試樣表面僅存在少量細小的加工痕跡和輕微的彈坑痕跡,隨著噴丸強度的提高,加工痕跡逐漸消失但彈坑變得明顯;當噴丸強度達到0.25-0.3mm時,彈坑周圍出現大量微裂紋,這可能會成為疲損裂紋的萌生位置,使試樣疲損壽命降低。
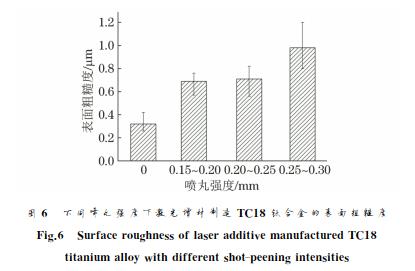
表面粗糙度及殘余應力由圖6可以看出:噴丸試樣的表面粗糙度明顯高于未噴丸試樣(即噴丸強度為0)的,隨陶瓷砂強度增加,試樣表面粗糙度亦增加;0.15-0.2mm和0.2-0.25mm噴丸強度下試樣表面粗糙度相差不大,0.25-0.3mm噴丸強度下試樣表面粗糙度較未噴丸試樣的加大了3倍左右,這與圖5的表面形貌相吻合。表面粗糙度的增加將不利于試樣的疲損壽命,因為表面粗糙度較大時,局部應力集中也隨之加大,當應力大于材料的屈服強度時則會產生局部塑性變形,并導致裂紋萌生。
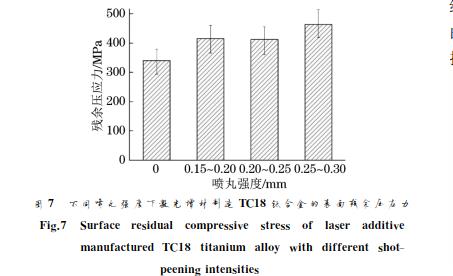
由圖7可知:未噴丸試樣表層也存在一定殘余壓應力,這是由于噴丸前試樣均經過機械車削加工所致;隨著噴丸強度的增加,試樣表面殘余壓應力加大,噴丸試樣表面殘余壓應力比未噴丸試樣的增大了70~120MPa。表面殘余壓應力的存在可以降低外加載荷的不利影響,減小平均應力,提高疲損裂紋萌生的抗力。
硬度
由圖8可以看出,經噴丸強化后,試樣表面納米壓入深透明顯降低,說明氧化鋯陶瓷砂處理使得激光增材制造TC18鈦合金的納米壓痕硬度有所提高。利用納米壓入設備自帶的軟件進行數據處理,可得未噴丸強化試樣的納米硬度及彈性模量分別為3568.4GPa和917.GPa;0.2-0.25mm噴丸強度試樣的納米硬度及彈性模量分別為4171.1GPa和144GPa,兩者較未噴丸試樣的分別提高了17%和57%,其原因為噴丸強化后合金表層組織出現形變,形成了一定厚度的加工硬化層,壓制了疲損裂紋萌生以及早期的裂紋擴展。
疲損壽命
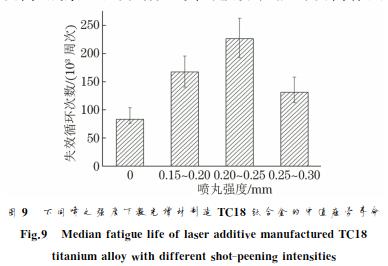
由圖9可以看出:未噴丸試樣的中值疲損壽命較低,約為836000周次,噴丸強化后試樣的中值疲損壽命顯著提高;隨著噴丸強度的提高,試樣疲損壽命先加大后減小,0.2-0.25mm噴丸強度試樣的中值疲損壽命高,達226600周次,約為未噴丸試樣的27倍,強化效果佳。噴丸工藝對疲損壽命的影響是試樣表面殘余應力和表面粗糙度共同作用的結果。當噴丸強度小于0.25mm時,隨著噴丸強度的提高,試樣表面車削痕跡逐漸消失,完整性得到提高,殘余壓應力加大,其對疲損性能的提高作用高于表面粗糙度造成的不利影響,試樣疲損壽命提高。當噴丸強度增至0.25-0.3mm時,彈丸撞擊的力度加大,試樣表面粗糙度進一步加大,并且開始出現微裂紋,這給疲損裂紋的萌生創造了條件,試樣表面受到較大的破壞,因此疲損壽命又有所下降。
疲損斷口形貌
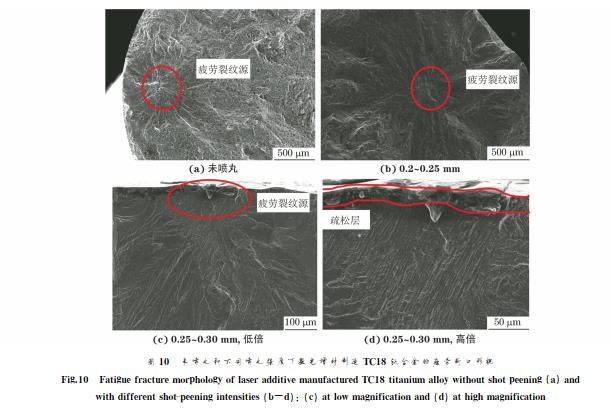
由圖10可以看出,未噴丸試樣的疲損裂紋源位于距表面約400μm處,而0.2-0.25mm噴丸強度試樣的疲損裂紋源向內部轉移,距離表面約800μm,這是由于噴丸后材料表層發生塑性變形,硬度加大,裂紋萌生變得困難。此外,噴丸引入了數值更大、分布更深的殘余壓應力場,壓制了疲損裂紋的擴展,因此可觀察到噴丸試樣的裂紋擴展區面積較未噴丸試樣的更大,裂紋擴展時間的延長提高了試樣的疲損壽命。相比未噴丸試樣凹凸不平、溝壑林立的斷口形貌,噴丸強化試樣的斷口更加平整光滑,這主要是源于每個疲損周次更短的裂紋擴展路徑。0.25-0.3mm噴丸強度試樣的疲損裂紋源幾乎位于表面,這是由于噴丸強度過大使得表面產生了微裂紋;放大后可清晰地觀察到該試樣表層形成了約20μm厚的疏松層,其內部存在較多孔洞,這進一步降低了試樣的疲損壽命。
可見,過大或過小的噴丸強度均不利于激光增材制造TC18鈦合金疲損壽命的提高。
結 論
(1)隨著陶瓷砂強度的提高,激光增材制造TC18鈦合金表面加工痕跡逐漸消失但彈坑變得明顯,2.5-3.0mm噴丸強度下出現微裂紋缺陷;試樣表面粗糙度和表層殘余壓應力均隨噴丸強度提高而增加;噴丸強化處理能夠提高激光增材制造TC18鈦合金的表面硬度和彈性模量。
(2)隨著氧化鋯陶瓷砂強度的提高,激光增材制造TC18鈦合金的疲損壽命先加大后減小,0.2-0.25mm噴丸強度試樣的疲損壽命高,約為未噴丸試樣的27倍;過高的噴丸強度會導致試樣表層出現疏松層,疲損裂紋源向外表面轉移,疲損壽命降低。
